
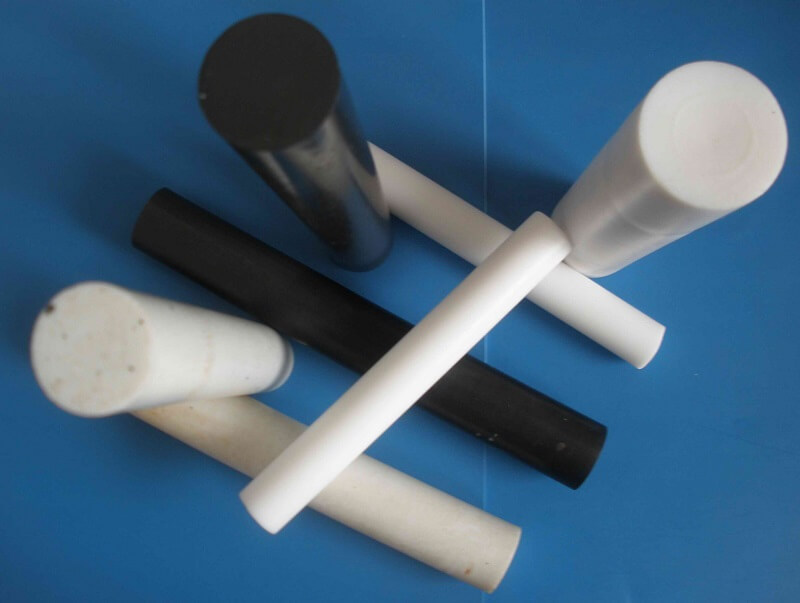
Selve PTFE-stangen har god korrosionsbestandighed, ikke-ældning, holdbar og pålidelig tætningsydelse;efter specialbehandling har den god krybemodstand og koldstrømningsmodstand.PTFE stang kan være i et bredt temperaturområde Brug, langsigtet sikkerhed,blød og let at skære, gennem mekanisk eller manuel skæring, nem at installere.Processtrømmen til fremstilling af PTFE-stangmateriale er som følger:
DetPTFE stangi sig selv har god korrosionsbestandighed, ikke-ældning, holdbar og pålidelig tætningsydelse;efter specialbehandling har den god krybemodstand og koldstrømningsmodstand.PTFE stang kan være i et bredt temperaturområde Brug, langsigtet sikkerhed, blød og let at skære, gennem mekanisk eller manuel skæring, nem at installere.Processtrømmen til fremstilling af PTFE-stangmateriale er som følger:
1. Formforberedelse: Tør af med sprit, der er ingen rust og ingen vedhæftninger i formen.
2. Forberedelse af råvarer: rene F4 produkter, F4 fin harpiks, knust, sigtet.
3. Vej i henhold til formlen G=PV (hvor G er mængden af foder, P er densiteten af præformen (2,18 g/cm3) og V er produktvolumenet).
4. Afformning og afpudsning: Tag halvfabrikatet ud af formen, trim dets overflade for at gøre overfladen glat og kanterne pæne.
5.Preforming (presning): Beregn manometertrykket for pressen i henhold til formlen, og indstil manometertrykket for pressen.
6. Fodring: Fordel F4-harpiks jævnt på hele pressefladen.
7. Sintring: Sæt halvfabrikatet langsomt i sintringsovnen, kom det i en passende mængde, og varm det op til ca. 390 grader i en time, og hold det derefter varmt i en time.Efter cirka fire timer begynder temperaturen at køle ned.Efter cirka fire timer vil den nå stuetemperatur og fortsætte til det færdige produkt.Ud af ovnen er den endelige form færdig.
Indlægstid: Aug-04-2020